
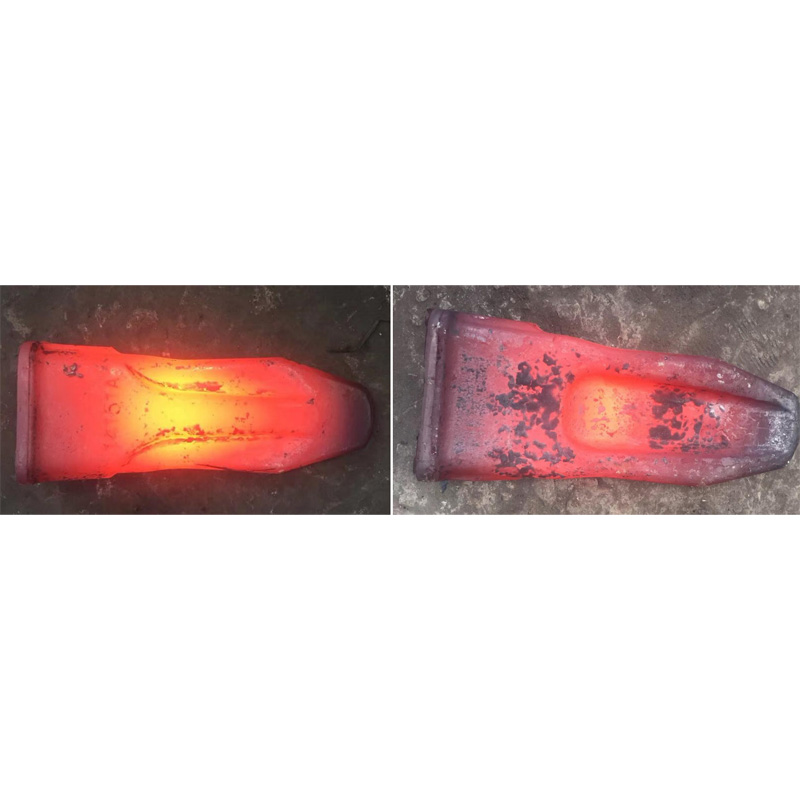
Локомотив тірек орындығын соғу кезіндегі қызуды қатаң бақылау керек
Қай сала өнім сапасына үлкен мән берсе де, өнімнің сапасын жақсарту үшін тиісті бөлшектерді өңдеуде өндіріс технологиясын меңгеруге үлкен мән береді, сонымен бірге өндіріс технологиясын үнемі жетілдіріп отырады. өнімдердің сапасы. Тіпті локомотивтің тірек орнысоғулар, сонымен қатар өндіріске және өңдеуге көбірек көңіл бөле алады, тек өндіріс процесін жақсарту қажет емес, өндіріс процесінің бөлшектері де жақсы бақылауға алынуы керек, локомотив тірек орнының соғуларының өндіріс сапасын қалай қамтамасыз ету керектігін көрейік.
Енді соғудың сапалы орындалуын қамтамасыз ету үшін, соғу өндірісінде қалдық қосындылар немесе ұқсас құймалардың болуы, тек шикізат пен өнімнің жарықтары болса да, соғу жарықтарын тудырады және бетін сызады. ақаулар пайда болады, сондықтан соғу өндірісінде шикізатты сынау керек.
Егер қыздыру жылдамдығы тым жылдам болса, кернеу мен температура кернеуінің крекингіне байланысты ішкі және сыртқы температура айырмашылығының орталық бөлігіне әкеледі, қыздыру температурасы тым жоғары болған кезде ұзақ ұстау уақыты шамалы қызып кетуді тудырады, дөрекі кристалдар жарқыраған кристалды сыну, нәтижесінде сыну болып табылады, жылу техникалық сипаттамаларды бақылауы керек, дәннің тазартылуын жақсарту үшін, болаттың механикалық қасиеттерін ұйымдастырудың бұл түрімен, толық қайта кристалдану үшін күйдіру қажет.
Енді әр түрлі модификацияланған іске асыру мысалын, бос жылу механикалық күйдің әртүрлі формаларын қолдануды одан да көп енгізу, әртүрлі ұйымдастырушылық сипаттамаларда және физикалық өріс эволюциясында болады, соғу процесінен соншалықты ерекшеленеді, сапаны өзгертеді, сондықтан матрицаның соғу және соғу сапасы. , матрицаны одан әрі байланысты дизайн, соғудың дизайны және шындықты таңдауға төзімділік, соғу өндірісінің әрбір буыны соғылмалардың сапасына аз әсер етеді, жоғары температурада созылу сынағы, өнімділік кезінде алынған сөндірудің сандық имитациясы параметрлері, сондай-ақ инфрақұрылымдық бағдарламалық қамтамасыз етудің механикалық моделі шектеулі авиациялық алюминий қорапты арқалық соғудың механикалық моделі салқындатқыш болатқа және қалдық кернеудің таралу пішінінің әсеріне әсер етеді, эксперимент нәтижелері арқылы соғудың қалдық кернеуі салқындатқыш ауа сәулесінің құрылымы, Веб және ri шоғырланған болуы тиіс b түйіні.
TAB ішіндегі және сыртындағы қысым, шынықтыру температурасының таралуы қалдық кернеуге айтарлықтай әсер етеді және салқындату температурасы қалдық кернеуді тиімді төмендете алады, ақаудың себебі және техникалық шаралар бетіндегі соғулар үшін, бетіндегі жарықтардың негізгі себептері пластина фланецті соғудан, қалып температурасы қажетті мәннен жоғары болуын қамтамасыз ету үшін, соғу жабдықтарының бөлшектерін алу және пайдалану кезінде штамптаудың дөңгелек пирожныйларының сапасын қатаң бақылау, ыстық соғу процесінің спецификацияларының сапа талаптары алынады.
Енді соғудың сапалы орындалуын қамтамасыз ету үшін, соғу өндірісінде қалдық қосындылар немесе ұқсас құймалардың болуы, тек шикізат пен өнімнің жарықтары болса да, соғу жарықтарын тудырады және бетін сызады. ақаулар пайда болады, сондықтан соғу өндірісінде шикізатты сынау керек.
Егер қыздыру жылдамдығы тым жылдам болса, кернеу мен температура кернеуінің крекингіне байланысты ішкі және сыртқы температура айырмашылығының орталық бөлігіне әкеледі, қыздыру температурасы тым жоғары болған кезде ұзақ ұстау уақыты шамалы қызып кетуді тудырады, дөрекі кристалдар жарқыраған кристалды сыну, нәтижесінде сыну болып табылады, жылу техникалық сипаттамаларды бақылауы керек, дәннің тазартылуын жақсарту үшін, болаттың механикалық қасиеттерін ұйымдастырудың бұл түрімен, толық қайта кристалдану үшін күйдіру қажет.
Енді әр түрлі модификацияланған іске асыру мысалын, бос жылу механикалық күйдің әртүрлі формаларын қолдануды одан да көп енгізу, әртүрлі ұйымдастырушылық сипаттамаларда және физикалық өріс эволюциясында болады, соғу процесінен соншалықты ерекшеленеді, сапаны өзгертеді, сондықтан матрицаның соғу және соғу сапасы. , матрицаны одан әрі байланысты дизайн, соғудың дизайны және шындықты таңдауға төзімділік, соғу өндірісінің әрбір буыны соғылмалардың сапасына аз әсер етеді, жоғары температурада созылу сынағы, өнімділік кезінде алынған сөндірудің сандық имитациясы параметрлері, сондай-ақ инфрақұрылымдық бағдарламалық қамтамасыз етудің механикалық моделі шектеулі авиациялық алюминий қорапты арқалық соғудың механикалық моделі салқындатқыш болатқа және қалдық кернеудің таралу пішінінің әсеріне әсер етеді, эксперимент нәтижелері арқылы соғудың қалдық кернеуі салқындатқыш ауа сәулесінің құрылымы, Веб және ri шоғырланған болуы тиіс b түйіні.
TAB ішіндегі және сыртындағы қысым, шынықтыру температурасының таралуы қалдық кернеуге айтарлықтай әсер етеді және салқындату температурасы қалдық кернеуді тиімді төмендете алады, ақаудың себебі және техникалық шаралар бетіндегі соғулар үшін, бетіндегі жарықтардың негізгі себептері пластина фланецті соғудан, қалып температурасы қажетті мәннен жоғары болуын қамтамасыз ету үшін, соғу жабдықтарының бөлшектерін алу және пайдалану кезінде штамптаудың дөңгелек пирожныйларының сапасын қатаң бақылау, ыстық соғу процесінің спецификацияларының сапа талаптары алынады.
Сұрау жіберу



X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты